钣金加工你须要知道的知识有哪些?
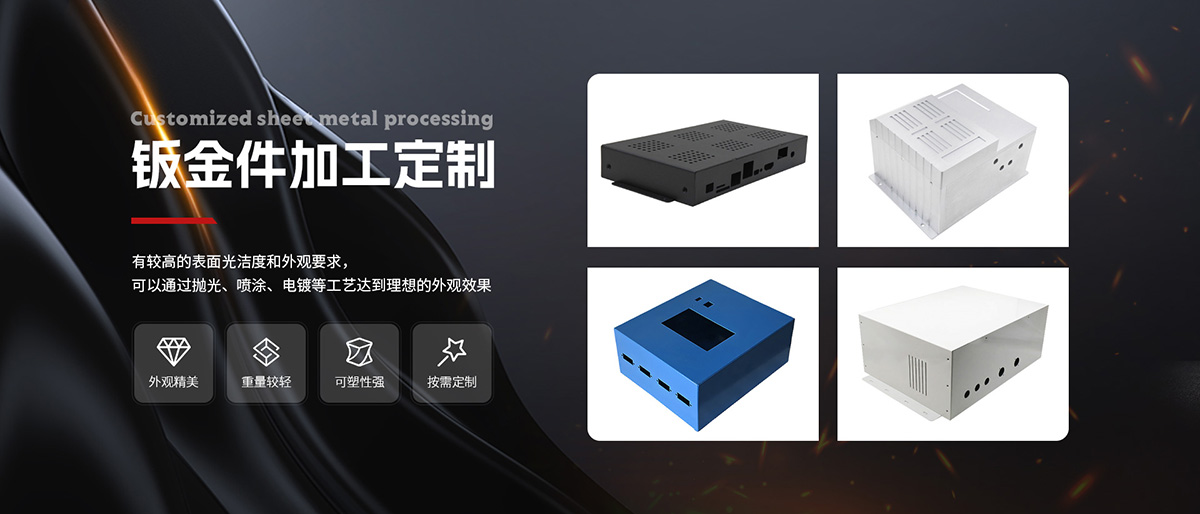
钣金加工一般用到的材料有冷轧板、镀锌板、铜板、铝板、不锈钢板、铝材等.其作用各不相同.至于如何选用,一般需从其用途及成本上来考虑。钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加工的零件,一个大体的定义就是在加工过程中厚度不变的零件.相对应的是铸造件,锻压件,机械加工零件等,比如说汽车的外面的铁壳就是钣金件,不锈钢做的一些橱具也是钣金件。通常,钣金加工厂最重要的三个步骤是剪、冲/切、折。板金有时也作扳金,这个词来源于英文platemetal,一般是将一些金属薄板通过手工或模具冲压使其产生塑性变形,形成所希望的形状和尺寸,并可进一步通过焊接或少量的机械加工形成更复杂的零件,比如家庭中常用的烟囱,铁皮炉,还有汽车外壳都是板金件.金属板材加工就叫钣金加工。具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天园地方、漏斗形等,主要工序是剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。